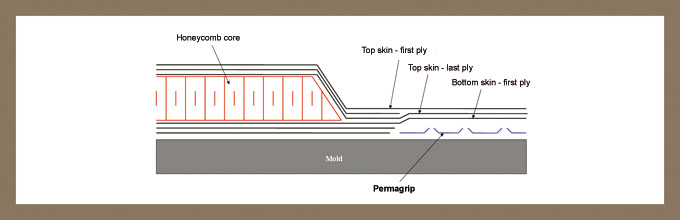
Permagrip is bonded around the mould periphery in the excess part area. Full skin plies are extended over the Permagrip and become anchored in place during autoclave processing. This method of fabrication will greatly inhibit or eliminate core movement.
• Reduce or eliminate core movement
• Avoid costly rejections
• Avoid scrap or expensive rework or scrap
• Avoid costly rejections
• Avoid scrap or expensive rework or scrap
| Material type | Perforated aluminum strip |
| Material construction | Approximately 1.27 mm (0.050 inch) raised perforations on 6.35 mm (1/4 inch) centers |
| Recommended width: | |
| Core height (h) | Permagrip Width |
| h ≤ 12 mm (1/2 inch) | 5.1 cm (2 inches) |
| 25 mm (1 inch) < h < 38 mm (1 1/2 inches) | 10.2 cm (4 inches) |
| Thickness | Width | Length |
|---|---|---|
| 0.38 mm (0.015 inches) | 5.1 cm (2 inches) | 1.22 m (4 feet) |
| 0.38 mm (0.015 inches) | 10.2 cm (4 inches) | 1.22 m (4 feet) |
Preparation for bonding to the mould:
Abrade and solvent wipe the bond surface of the mould and the Permagrip. All mould release and oxidation must be removed from these surfaces.
Bonding (option 1):
Apply silicone primer to both surfaces per manufacturer's instructions and bond in place with RTV adhesive.
Bonding (option 2 ):
Apply high temperature film adhesive, paste adhesive or toolmaster prepreg to the bond surface then vacuum bag and cure.
Abrade and solvent wipe the bond surface of the mould and the Permagrip. All mould release and oxidation must be removed from these surfaces.
Bonding (option 1):
Apply silicone primer to both surfaces per manufacturer's instructions and bond in place with RTV adhesive.
Bonding (option 2 ):
Apply high temperature film adhesive, paste adhesive or toolmaster prepreg to the bond surface then vacuum bag and cure.
Last updated : 2024-05-21
As the conditions or methods of use, including storage, are beyond our control, Airtech International, Inc. does not assume responsibility for the performance of this material for any particular use. The material is sold "as is". Airtech International, Inc. disclaims, and buyer waives, any and all implied warranties, including without limitation the implied warranties of merchantability and of fitness for particular use. The information contained herein represents typical properties and should not be used for specification purposes. Any translation is provided for your convenience only. The official language is English and the official law is California, USA.
Enter your email to view the product detail
About
We are professional and reliable provider since we offer customers the most powerful and beautiful themes. Besides, we always catch the latest technology and adapt to follow world’s new trends to deliver the best themes to the market.
Featured Posts
Contact info
Address: 5700 Skylab Road,
Huntington Beach, CA 92647
United StatesPhone: +1 714 899 8100
Email:
